案例背景
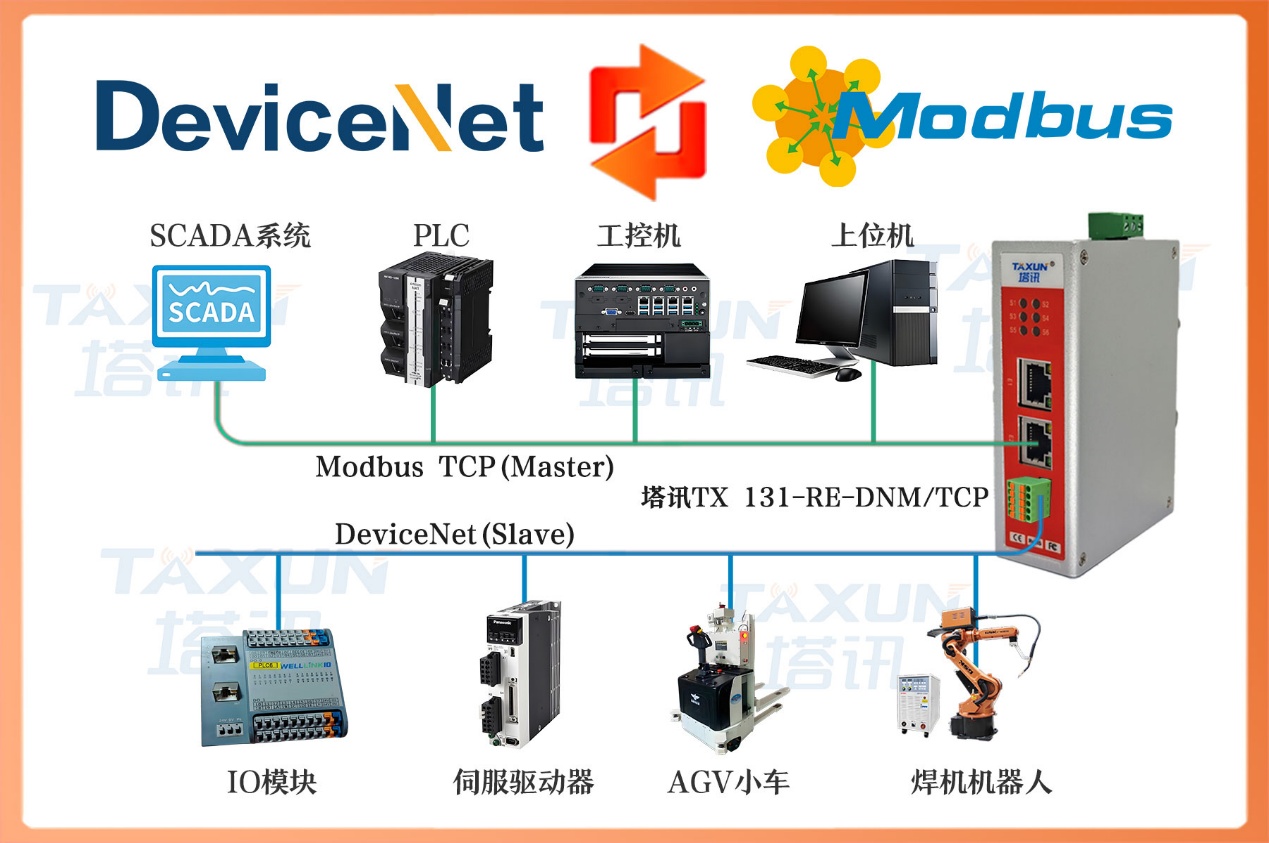
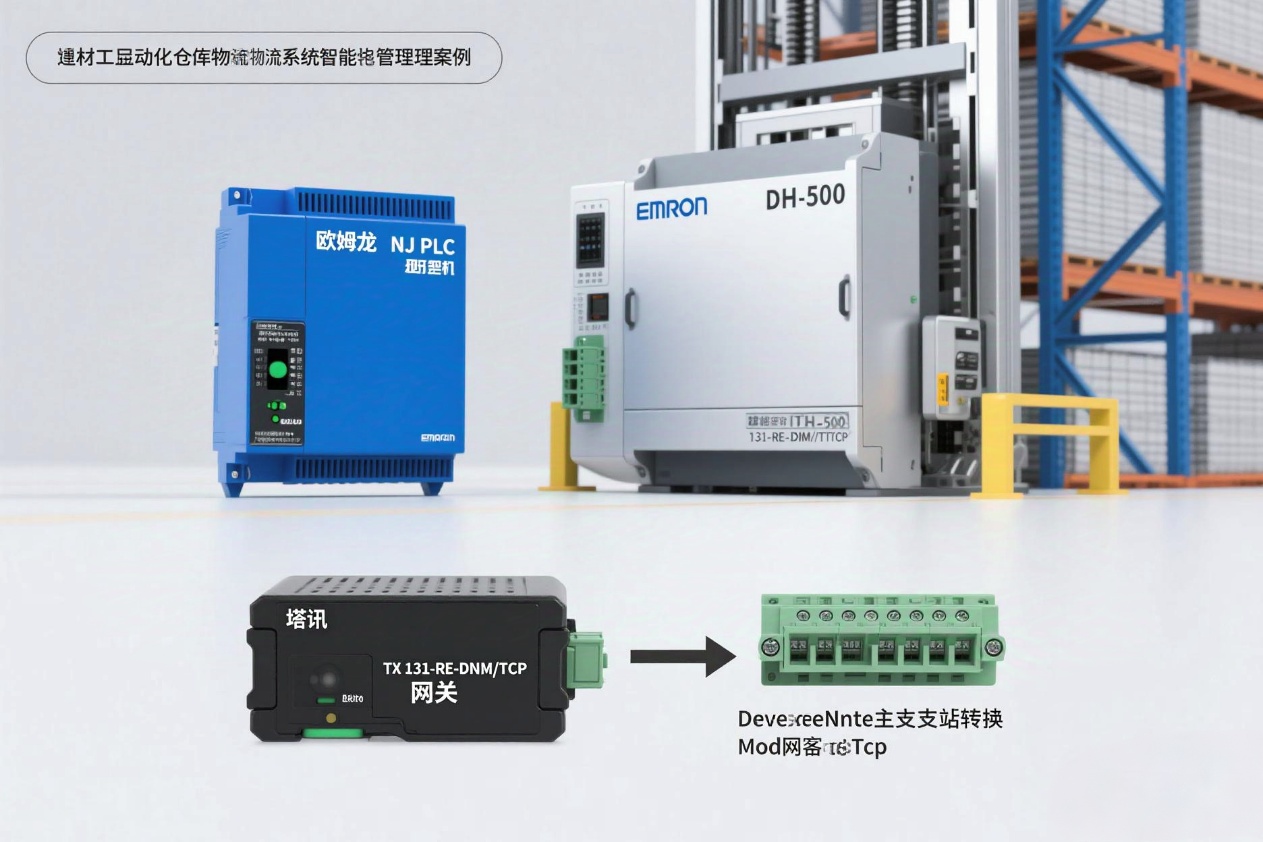
在建材行业,自动化仓储物流系统对于提高物料存储和运输效率至关重要。某建材企业的自动化仓储物流系统采用了基于 Modbus TCP 主站的欧姆龙 NJ 系列 PLC,负责对仓库内的堆垛机、输送机和穿梭车等设备进行调度和控制。而这些设备为 DeviceNet 从站设备,具备 DeviceNet 接口。由于 PLC 和设备采用不同的协议,无法直接通信,导致仓储物流系统的运行效率低下,物料出入库时间长。为了实现自动化仓储物流系统的智能管理,企业引入了网关,通过 DeviceNet 转 Modbus TCP 的协议转换,解决了通信问题。
设备参数
1. 欧姆龙 NJ 系列 PLC:型号为 NJ501 - 1300,支持 Modbus TCP 协议,具有强大的运动控制和逻辑处理能力,能够满足自动化仓储物流系统的复杂控制需求。
2. 堆垛机、输送机和穿梭车(DeviceNet 从站):堆垛机型号为 DH - 500,输送机型号为 SJ - 200,穿梭车型号为 CS - 300。这些设备的 DeviceNet 接口支持多种波特率设置。
3. 塔讯 TX 131 - RE - DNM/TCP 网关:参数与前面案例相同,在 Modbus TCP 与 DeviceNet 网络间起到关键的协议转换桥梁作用。
配置过程
1. 硬件连接:将塔讯网关的以太网端口连接到欧姆龙 NJ 系列 PLC 的以太网接口,确保网络连接稳定。同时,将网关的 DeviceNet 端口分别与堆垛机、输送机和穿梭车的 DeviceNet 接口连接,设置好各设备的 DeviceNet 节点地址。
2. Modbus TCP 主站(PLC)配置:打开欧姆龙 Sysmac Studio 编程软件,新建项目并选择 NJ501 - 1300 PLC。在项目中添加 Modbus TCP 设备,导入DeviceNet 转 Modbus TCP塔讯网关的设备描述文件。完成导入后,进行网络设置,设置 PLC 与网关之间的通信参数,包括 IP 地址和端口号。然后,在硬件配置中对网关进行组态,根据设备控制和状态监测的实际需求,设置 Modbus TCP 寄存器映射,例如设置读取堆垛机的位置信息到寄存器地址 40 - 43,写入输送机的运行速度到寄存器地址 50 - 51,读取穿梭车的电池电量到寄存器地址 60 - 61。

3. DeviceNet 从站(设备)配置:通过各设备的操作面板,进入 DeviceNet 参数设置菜单,设置波特率(例如选择 125kbit/s 以适应较长的传输距离)和节点地址(例如堆垛机设为 9,输送机设为 10,穿梭车设为 11)。确保各设备的参数与网关的 DeviceNet 主站参数匹配。

4. 网关配置:使用DeviceNet 转 Modbus TCP塔讯网关配置软件,新建工程并选择塔讯TX 131 - RE - DNM/TCP 网关。在 Modbus TCP 设置中,配置 IP 地址、子网掩码和端口号等参数,使其与 PLC 所在网络一致。同时,设置寄存器映射,将 Modbus TCP 寄存器与 DeviceNet 从站的数据进行对应。在 DeviceNet 主站设置中,设置节点地址(如设为 3)和波特率(与各设备设置相同)。完成配置后,将配置下载到网关。经过上述配置,欧姆龙 NJ 系列 PLC 能够通过塔讯网关实现 DeviceNet 转 Modbus TCP 的协议转换,实时向堆垛机、输送机和穿梭车发送控制指令,如堆垛机的取货和放货指令、输送机的启停和调速指令、穿梭车的行驶路径规划指令等,同时实时接收各设备的工作状态反馈,如设备的运行状态、故障报警等,实现了自动化仓储物流系统的智能管理,提高了物料存储和运输效率。

应用总结
在建材行业自动化仓储物流系统中,欧姆龙 NJ501 - 1300 PLC(Modbus TCP 主站)与堆垛机 DH - 500、输送机 SJ - 200、穿梭车 CS - 300(DeviceNet 从站)因协议不兼容,致使系统运行效率低、物料出入库慢。通过引入塔讯 TX 131 - RE - DNM/TCP 网关,完成硬件网络连接、PLC 端软件配置(添加设备、导入文件、设置通信参数与寄存器映射)、从站设备参数设定(波特率与节点地址)以及网关参数适配(两端网络与寄存器映射)。最终实现 PLC 对各设备的实时指令发送与状态反馈接收,达成仓储物流系统的智能管理,显著提升了物料存储和运输效率。
*博客内容为网友个人发布,仅代表博主个人观点,如有侵权请联系工作人员删除。
